瀏覽數量: 356 作者: 鉅順鏈業 發布時間: 2019-08-20 來源: 起重鏈條
國標起重鏈條在起重鏈條的規格工藝方面,國家是有相關規范的。
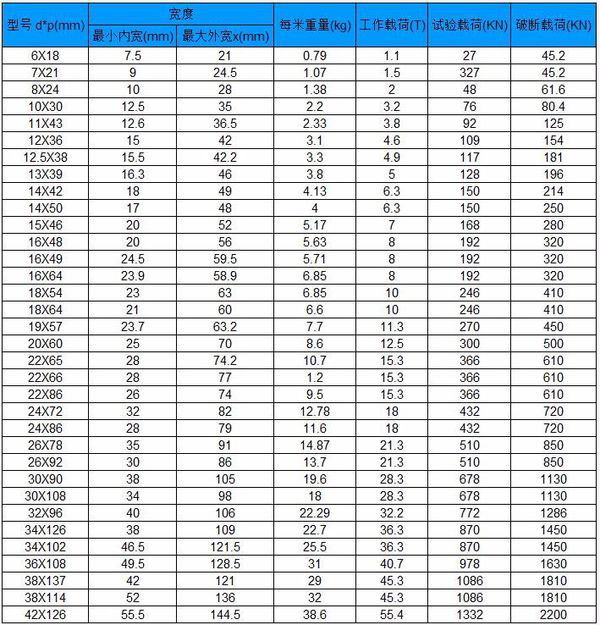
一、尺寸
1、材料直徑
成品鏈環的任一截面的材料直徑應等于名義尺寸,其公差應符合相關標準的要求。測量時,應取同一截面內互相垂直的兩次測量結果的平均值。測量時應避開焊縫,且在鏈環直邊上,避免由于鏈條芯模接觸引起截面的變形影響測量結果。
2、鏈環的其他尺寸
鏈環的長度、寬度以及高精度鏈條的節距和若干個鏈環的長度均應符合相關標準的規定。
二、材質、熱處理和制造
1、材質
鏈條的材質應符合相關標準的要求。 在滿足這些要求的前提下,制造商應選擇一種鋼材,以便成品鏈條符合相關標準的機械性能要求。
2、熱處理
所有鏈條在施加制造驗證力之前,都應按相關標準的規定進行熱處理。
3、制造
3.1、制造工藝 平型或非對稱型焊縫均應位于鏈環的中部。在鏈環分肢中部的任一側,焊接影響的材料尺寸均不應超過相關標準的規定值。 焊縫在任何地方都不應錯位到使鏈環外廓產生凹陷。
3.2、修整 3.2.1、平型焊接鏈 應清除焊接形成的凸棱。3.2.2、非對稱焊接鏈 應清除鏈環外表面由于焊接形成的凸棱,保留內表面凸棱。
4、表面狀態
如果有涂層,成品鏈條應包括表面涂層。
5、制造驗證力(MPF)
熱處理及工藝處理完畢,成品鏈條應經受相關標準規定的制造驗證力。試驗機應符合附錄A的要求。鏈條放入試驗機時應無扭轉。驗證力除去后,應由勝任者仔細檢驗,更換不合格的鏈環。當撥動鏈條時,鏈條應轉動靈活。 采用酸洗或電鍍等表面處理工藝時,鏈條有發生脆性的危險,應對成品鏈重新施加制造驗證力。 為了檢驗施加驗證力后的鏈條,應提供合適的設備和照明。
6、制造過程中接入的鏈環
任何接人的鏈環應進行處理以保證成品鏈條中的每個鏈環具有同樣狀態。如果鏈環在施加制造驗證力后接入,則受接入處理影響的那部分鏈條應重新經受制造驗證力和檢驗。
7、破斷力(BF)和總極限伸長率(A)
成品鏈條的破斷力和總極限伸長率至少應滿足相關標準規定的要求。
8、彎曲
成品鏈環的最小抗彎性應符合相關標準的規定。


